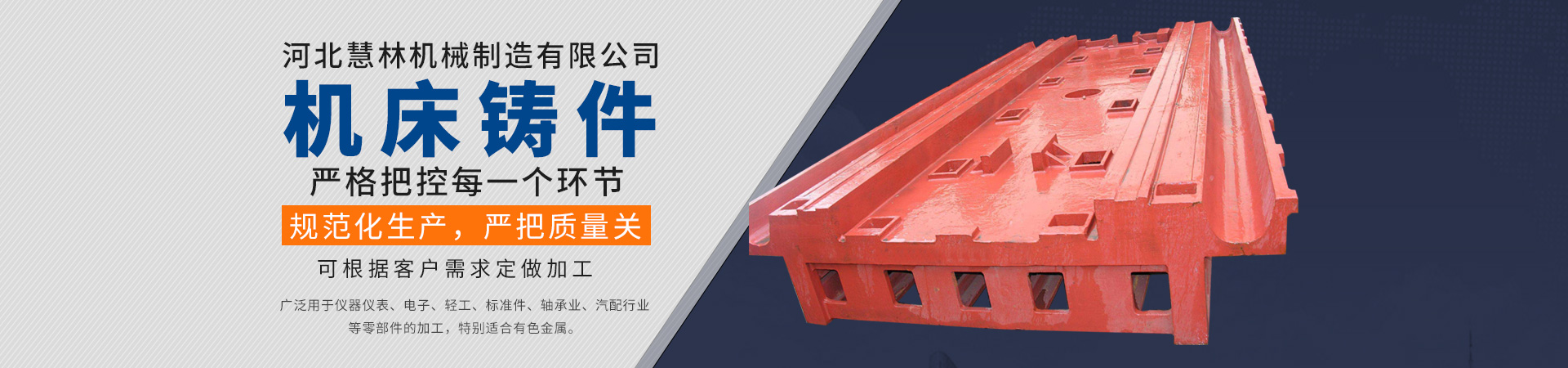


机床等机床铸件均采用树脂砂、消逝模锻造。这种工艺使得铸件尺寸精度好,平均一致,不扣箱,铸件无飞边、毛刺;外表润滑度接近优良锻造,内部构造不变,扫除或降低了砂眼、气空等锻造缺陷,整个出产进程三环保,没有污染。
1、机床立臂的材质:为优良的强度好铸铁HT250-300,,运用寿命长。
2、机床立臂的退火处置:铸件经由两次人工时效处置,去除内应力。铸件内部构造不变,不易变形。
3、大规格的机床立臂铸件可拼接制造,铸件时可分隔来铸。加工时进行全体加工,使其包管装置及运用精度。
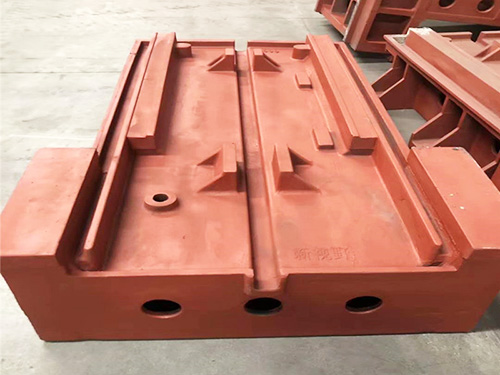
床身是机床上重要部件,大型床身一般采用铸造方式生产。对于大型床身,根据功能需要,设计是床身壁厚悬殊较大,这将造成铸件在凝固过程中产生残余余力,影响床身尺寸精度和使用寿命。近年来床身铸件的基本工艺条件;采用树脂砂型铸造方法。铸造工艺流程为浇注温度为1400℃,72h后落砂,自然冷却。铸件凝固过程中系统的热物理参数、热边界条件以及系统内能都随时间变化。
由于机床铸件的尺寸较大,在初浇注时间模型的温度并不均匀。假设开始浇注时间短0.01s范围内稳态热分析的结果作为后续瞬间热分析的初始条件。对铸件过程中进行热分析的边界条件是铸型与空间之间的空气对流。由于砂型铸造,对流系数随温度变化不大,取为常数。在强通风对流条件下,床身温度变化尤其快,一段时间后,较低温度接近室温。随后由于本身温度较低,温度变化相对缓慢,而且铸件在落砂之后,自然对流条件下较薄部位的筋板和横断隔板降温较快,较厚部位的无排屑孔导轨降温较慢。
机床浇注的准则:
一、机床铸件清理。大型机床铸件清理实质是对铸件的美化,所谓清理是使铸件表面质量得以提升。对于小件,先用六角滚筒进行一次粗清理,再用抛丸清理转台对其二次精处理,然后用自带除尘设备的砂轮机精整,合格后刷防锈漆入库。对于中、大件先用震动落砂机去涂大块沙团,然后送入抛丸清理室抛丸清理,然后人工用手提砂轮机精整,合格刷防锈漆入库。
二、铸铁熔炼及浇注铁水质量对铸件表面质量影响,主要表现在两个方面:一是铁水中杂质的含量,特别是氧化铁含量,它易在铸件表面产生夹渣或渣气孔;二是铁水中气体含量,气体含量高易使铸件在表面或皮下产生气孔。我们采取的主要措施是提升铁水的温度,建立完善的冲天炉检测系统,确定冲天炉处在正常状态。
三、“高音静置,低温浇注”是浇注的控制准则,以降低铸件的气孔、缩孔及表面沾砂缺陷。提升铸造技术水平,出入机床铸件表面质量。
四、确定分型面尽量减少分型面,以减少因分型面所形成的飞边、表面凹凸等铸造表面缺陷。提升坭芯的整体性,减少坭芯之间的接合数目,减少坭芯之间或者坭芯与型之间的配合间隙,以提升大型铸件的表面凹凸度及轮廓清晰度。
五、工艺参数的选择工艺参数对铸件尺寸精度以及轮廓清晰度有较大的影响,经过多次工艺试验,对各工艺参数都认真选择。
六、普遍应用的铸造工艺成果,提升铸造工艺水平,以减少铸造缺陷特别是机床铸件表面缺陷。