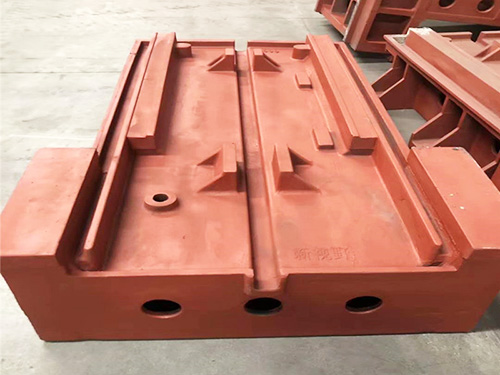
消失模生产大型机床铸件夹渣包括铁液熔渣和模样残渣,在铸件上一般呈黑色,形状不规则、大小不一,有块状、片状、线条状等。一般存在于铸件内部,多见于铸件上表面的皮下和拐角处,通常铸件外观良好,加工或破坏检验才能发现,对铸件质量危害很大。
1、金属熔渣缺陷
由于原材料和其他不可避免的因素,熔炼铁液时或多或少都要产生熔渣,特别是炉料锈蚀严重或采用铁屑熔炼时,将会产生大量金属熔渣。如浇注之前和浇注过程中,不能采取措施,浇注过程中熔渣很容易随着铁液进入型腔并留在铸件内部,凝固后形成黑色夹渣。由于熔渣的密度比铁液小,一般都浮在铸件上面,铸件拐角处对熔渣有阻碍作用,熔渣上浮时易在此处滞留,该部位也多见夹渣缺陷。消失模铸造是在负压条件下浇注,铁液充型时存在较强的附壁效应,即铁液优先沿着型壁填充,因此通常情况下,消失模铸件表面很少见到渣眼,夹渣多存在于铸件表皮下。熔渣的主要成分是金属氧化物、碳化物等,铁液熔渣是消失模铸件夹渣的主要来源。
根据夹渣产生的原因及易产生的部位,结合消失模铸造金属充型的特点,制订以下防止铸件铁液熔渣的主要预防措施。
(1)从源头控制熔渣的产生熔炼铁液用的原材料尽可能进行除锈、除油等处理,加强原材料储存措施,使用较干净的原材料。
(2)加强扒渣和挡渣铁液熔化完毕后,在铁液表面用聚渣剂进行多次聚渣、扒渣,尽可能减少倒入浇包内的熔渣。铁液倒入浇包后,在铁液面上撒盖聚渣剂并静置2~3min,使熔渣上浮聚合,充分扒净后再浇注。
(3)采用茶壶包浇注浇注时将浇包壶嘴出铁液口内的熔渣扒净,包口吹扫干净,浇注过程中铁液液面保持高于包嘴,铁液表面上的浮渣不能通过包嘴进入型腔。及时检查浇包壶嘴,发现问题及时更换浇包,避免浇注过程中浇包壶嘴脱落,影响浇注质量。
(4)设置底注式浇道和聚渣冒口底注式浇道能使铁液自下而上平稳充型,有利于模样的充分有序气汽化和熔渣的上浮。铸件顶部设置聚渣冒口,有利于熔渣的收集和去除。底注式浇道和设置聚渣冒口对防止铸件夹渣是非常且的工艺方法。
(5)使用过滤网滤网对细小的熔渣有很好的过滤作用,特别是浇注初期,但因过滤网长时间被铁液冲刷容易被烧穿,针对一些浇注时间长的大铸件应积极采用(1)~(4)项预防措施,不建议使用过滤网。
2、模样残渣缺陷
消失模铸造在浇注过程中,模样与高温铁液发生强烈的物理一化学反应,其中以泡沫模样剧烈的热解汽化为主,产生的气体被真空泵抽出型腔。事实证明,任何泡沫模样热解反应后并不能汽化,最终要产生微量的固态残余物,俗称残渣,其主要成分为碳。铁液充型时固态残余物若不能及时排出,将会残留在铸件内部,形成消失模铸件特有的黑色块状、片状或不规则形状夹渣。模样残渣形成的部位同金属熔渣基本相同,有时两种夹渣会同时交错出现,颜色相近很难分辨,但模样残渣一般情况下较熔渣小,有的在显微镜下可发现。
消失模铸造形成固态残余物的多少,同模样的密度、粘结剂用量、涂料和填充砂的透气性及浇注温度等工艺因素有关。根据模样夹渣形成的机理和在铸件上易形成的部位,来制订防止机床铸件残渣缺陷的预防措施。
(1)控制模样的密度通过试验确定适合本单位生产工艺、铸件特点的模样密度。依据模样残渣的形成机理,模样密度越低,热解汽化反应越、固态残留物越少,也越有利于铸件的浇注成形,铸件产生模样残渣缺陷的概率就越小。但随着模样密度的降低,模样的强度也要降低,这也容易造成模样在真空负压下变形,出现其他一些铸造缺陷。因此,要找到合适的模样密度值,我公司铁座模样密度控制在0.018~0.026g/cm³,铁垫板模样密度控制在0.022~0.028g/cm³。
(2)减少粘结剂的用量模样组成模样簇、浇道组合都要使用粘结剂,各种粘结剂的发气量和残留物量远大于模样。我公司通过模样镶嵌的方式,在模样簇强度的前提下,可能地降低了粘结剂的使用量。
(3)尽可能使用空心浇道空心浇道有利于铁液顺利充型,限度地减少发气量和残渣量。无法采用空心浇道时,应在浇道强度的前提下,限度地降低浇道模样的密度。
(4)适当提高浇注温度铁液温度的提高,有利于模样的充分汽化分解,减少模样残渣量,但提高浇注温度在使用涂料所承受的耐火度范围内,否则,将会造成铸件粘砂缺陷。
(5)涂料透气性通过调整涂料中耐火材料的粒度和比例,在铸件表面光洁的前提下,使涂料的透气性达到,使浇注过程中模样产生的气体顺利排出。
(6)砂箱内填充砂的透气性控制填充砂的粒度比例,加强填充砂的除尘,浇注过程中填充砂的透气性,以利于模样产生的气体排出。