一、消失模铸造工艺的发展
在制造消失模铸件时,应用的泡沫塑料会产过程中进行大量的热分解,产生的黑烟和有度气体对人体和环境造成严重影晌,由于出现了硬砂或其他造型材料,如美国的磁场粘接铁磁性材料、德国改进的磁性材料和设备、日本研制的、的泡沫塑料,均将推动消失模铸造工艺的发展。日后,可能会将各国的发展工艺相结合,研制出的消失模铸造工艺。
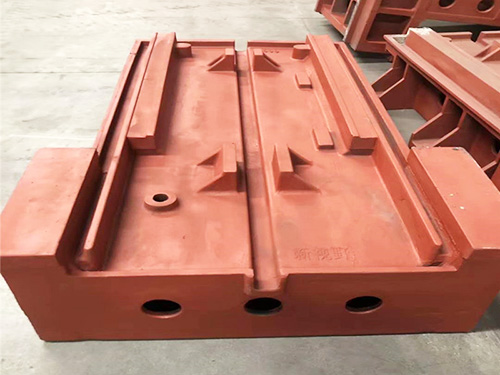
消失模铸造工艺的最初体现在工艺品的铸件上,经过一段时间的发展,现在消失模铸造工艺已经应用到矿山、汽车、冶金、造船、重型机械等多种工业行业中,同时,利用此工艺技术对各行业的模具进行生产,如汽车的进气支管、电机壳、破碎机、汽缸头、阀门等,由于消失模铸造工艺所使用的材料廉,各行业纷纷对此工艺进行创新,现代人们应用到的消失模铸件有黑色金属和铜铝等有色金属铸件,重量在1~50公斤,可以看出消失模铸造工艺已经受到各行业的重视,相信在未来的发展中会呈现出自身的优点。目前,我国已将消失模铸造工艺用于重型甚至超重型的大型机床铸件生产中。
消失模铸造工艺的研究和应用出现在上世纪80年代,各国对消失模铸造工艺均提高了重视。在日后的发展和应用过程中,又新增了其他的试验方法和材料使用。使用泡沫塑料来稳定热能,增强强度,这对于消失模铸造工艺提出了新要求。综上所述,消失模铸造工艺仍在不断发展中,其技术、工艺、用料、生产等方面均有很大的发展空间,铸造工艺的基本原则,为提升消失模铸造工艺提升经济效益,在我国定会很快的发展。
二、夹渣缺陷产生的原因及解决方案
铸件夹渣主要有以下几种:炉渣、覆盖剂渣、涂料渣等。
1、炉渣,主要来源有以下两种:
①金属氧化物及耐火材料熔渣和炉料渣,这两种炉渣在铸件上形成的渣孔均为形状不规则,而从颜色上看,熔渣引起的渣孔为黑色,而炉料渣孔则显示为白色。
②浇包耐火材料的热熔物,在铸件上表现为表面呈现黑色渣子。
2、覆盖剂渣是用珍珠岩做覆盖剂或除渣剂,在遇热后膨胀,落在浇包上口或铸液表面,随铸液而流入铸型腔内,在机床铸件表面上则表现为白色球状的渣孔。
拟更改措施:①使用挡渣棉挡渣。②使用茶壶包隔离渣。③浇包上部使用压缩空气吹干净后再浇注。④浇注时用小铁棍在包口拨渣。⑤炉内和包内使用除渣剂除渣。⑥使用陶瓷过滤片或纤维过滤网隔离渣。⑦浇注系统设计聚渣包聚渣。⑧使用茶壶包时,每包浇注前,先把包口渣打干净或先倒出少量铁液,使渣随铁液流出。
3、涂料渣
①由于浇铸过程中局部塌箱而损坏涂料层,从而导致涂料上浮,引起的夹渣拟更改措施:严格真空度,防止局部塌箱。
②由于直浇道粘接不牢,从而流进涂料引起。
拟更改措施:严格控制白模工序的操作。
③浇口杯涂料层被铸液冲破后,随铸液进入白模型腔内部。
拟更改措施:将泡沫塑料浇口杯多刷涂料,或改用耐火材料的浇口杯。