现在的粘土湿砂造型机具有优良的性能,能以二年前达到过的速度,制造要求严格、允许差别很小时湿砂型。再加上准确控制的供砂装置,使粘土湿砂型在铁基合金和非铁合金的造型中保持重要的地位。
在湿砂造型中,垂直分型与水平分型两种加以比较,对于大批量生产中、小型,灰铁件或球铁件的铸造工厂,重直分型造型都占优势,因其设备费用比较便宜、可以高速造型、所需人员少、紧实度的偏差小等优点。但采用垂直分型工艺,在浇口方案与昌口与形态上,以及在用复杂的芯子、过滤片、冷铁、套管、舂入芯等方面都受到限制。此外,用流动性好的合金铸造时,由于金属静压比较高,容易引起金属渗透粘砂。
垂直分型无箱射压造型机的设计构思是上世纪五十年代由时任丹麦科技大学教授的V.A.Jeppesen提出的。他在实验室内进行了大量的试验研究,特别是对湿型粘土砂的射砂过程进行了深入的研究。随后他研制成一台样机,并于1957年利用这台样机在丹麦的两家铸造厂中进行生产性实验。1959年Jeppesen教授获得了垂直分型无箱射压造型机的。
1961年丹麦工业辛迪加(即DISA)购买了上述,并由6名工程师组成的技术团队在其基础上了台生产用的造型机。后者于1962年夏展出于德国杜塞尔多夫的世界铸造博览会(即GIFA)上。1964年初台生产率为240型/小时的垂直分型无箱射压造型机(即DISAMATIC)发送到用户丹麦一铸铁厂并投产。目前,世界各国共约有超过1000家铸造厂采用这种造型方法生产铸件。
近年来有的铸造设备制造厂推出了经过改进的侧吹水平分型无箱吹压造型机。这种造型机在造型时,即吹砂及高压压实时,是将型板及造型室旋转90°使其处于垂直状态下进行的。然后使它们转回到水平位置,进行起模、下芯、合箱、顶出造型室等等。
水平分型无箱射压造型机采用0.1MPa的低射砂压力,同时了“压力控制”方法来控制造型室的排气,这样使型砂能充填到模样上的小吊砂内。所谓“压力控制”就是在射砂开始阶段将造型室侧壁上的排气塞堵死,使空气/砂流流向模样上的小吊砂(其底部有排气塞)内。随后再开启造型室侧壁上的排气塞,使型砂能将整个造型室充填满。
震压实式造型机具有以下优点:
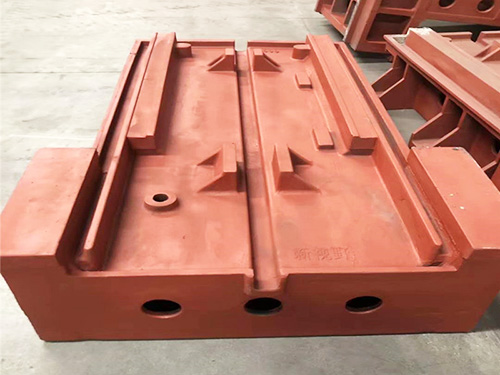
结构进行了优化,机身采用方箱框架结构,大幅度提高机身的钢性;
该机采用震压造型工艺,可大幅度提高压 使砂型硬度可达HB90以上,表面粗糙度提高一个等级稳定其产品质量;
该机震击部分采用气垫微震降低对地基的影响;
该机起膜机构采用气缸、曲柄、连杆、同步轴实现同步起膜;
该机控制部分全部采用气动元件来实现整体功能,操作简单,维护方便;
该机操作简单,可是砂型情况,操作程序可人性化,地提高生产率。
气垫造型机,系利用压缩空气取代刚性弹簧缓冲,即空气弹簧。这样台面负荷越大,空气弹簧的反作用力越大,工作台面震击力越大,使型砂的紧实度越大,分型面的硬度可达98度。根据用户的需求,分型面的硬度可以人为控制和调整。因此,使用气垫造型机,造型质量好,铸件废品率低。
该机为单缸起模,平稳,同步,起模。起、落模两用,用户任选。该机机身,摆头梁,均为刚结构,,断裂。震击部分各缸塞均用活塞环密封,密封性好,。
摆头梁回转,采用汽压油驱动和缓冲,设有慢快慢动作,回转平稳,无撞击。摆头梁回转位置可大可小(可大于90度),按用户要求设定。
总之,气垫造型机系目前我国的一种造型机。该机的大特点是:结构简单、皮实、、造型质量好,易换件、主要机件寿命长,年维修费用与同类产品相比,能降低60%以上。使用该机可为企业带来明显的经济效益。