射芯机铸造设备的特点准备工作和注意事项
射芯机铸造设备是利用压缩空气将型砂均匀地射入砂箱预紧实,然后再施加压力进行压实。常用的有垂直分型无箱射压造型机和水平分型脱箱射压造型机。有自动与手动双重控制模式,机器操作简单、容易上手,即使女同志也可轻松操作。
射芯机铸造设备的特点:
1、采用了新型多功能下压式直冲射砂气包,实现了高压气流吹均压射砂,环形芯盒模腔可均实充砂,地了砂芯的结构强度。
2、固化时间短仅几十秒钟即可生产出用于浇铸的型芯。
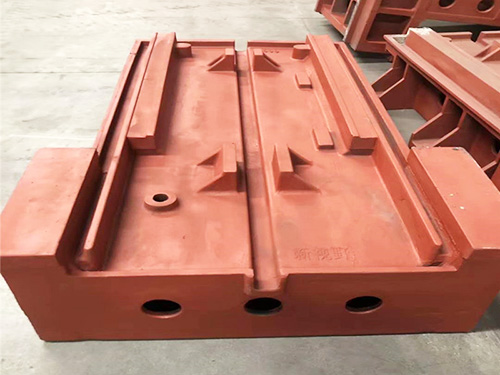
3、所射型芯尺寸、表面光洁,提高铸件的外观质量。
4、机器整体结构紧凑,便于封闭,废气收集率高,环保性好。
射芯机铸造设备的适用范围是汽车、航空、农机、摩托车、机床、船舶、水泵、纺机、阀门、铁路、压缩机等铸造行业。
射芯机铸造设备的工作准备:
1、全自动射芯机铸造设备开使工作前 要把所需物料准备,工艺参数和数据调整好, 当准备工作 就绪就可以开机生产了。
2、全自动射芯机铸造设备自动启动之前,需要先开关选择手动位置。
3、操作射砂筒开关,使射砂筒进或退到砂筒加沙位置,到位后开始加砂,加满后回到原点位置。
4、检查原点指示灯是否亮,如果亮了说明各个动作均到原点,这时就可以把开关选择到自动位置。
5、这时就可以打开启动开关了,自动启动后会按预先设好的程序顺序工作。
射芯机铸造设备进行到以上步骤就可以工作了,射芯机铸造设备的工作准备 在有工作人员在场的情况下操作完成,工作人员 要尽心尽力,以免机器运转不正常。
射芯机铸造设备在运作之前应该注意以下6点要求:
1、 妨碍射芯机铸造设备设备正常运转的障碍物。
2、按润滑卡规定,对设备进行润滑。
3、检查射芯机铸造设备设备关键部位的紧固件是否紧固,如有松动, 紧固好。
5、检查全部伐门手柄是否都在静止位置上。
6、拧开压缩空气总伐,对射芯机铸造设备设备进行空载试车。在这个过程中,要检查机构的动作是否正常, 检查各个伐门的管路是否漏气。