现在的造型机具有优良的性能,能以两年前达到过的速度,制造要求严格、允许差别很小时湿砂型。再加上准确控制的供砂装置,使粘土湿砂型在铁基合金和非铁合金的造型中保持重要的地位。
造型机的湿砂造型法适用于大部分金属材质、大批量生产的造型法中,粘土湿砂造型是经济的造型法。铸造工厂装备有的控制装置,就应逐步做到,用湿型砂控制技术可以反复佳的性能。这些控制装置包括,筛分分离金属、回用砂的冷却、回用砂混练时准确释量添加剂等等。
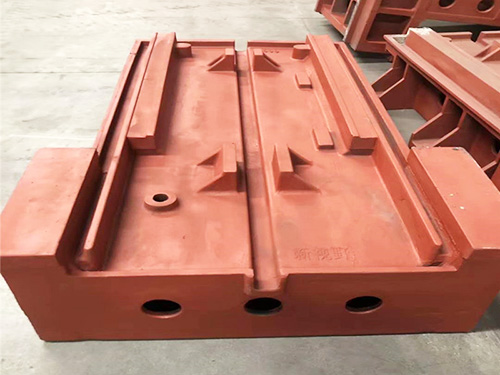
在湿砂造型中,垂直分型与水平分型两种加以比较,对于大批量生产中、小型,灰铁件或球铁件的铸造工厂,水平分型造型都占优势,因其设备费用比较便宜、可以高速造型、所需人员少、紧实度的偏差小等优点。
造型机使用注意事项:
(1)造型机造型时检查冷却水系统。
(2)配合浇注紧密联合,不需要造型时及时通知混砂,以免斗内型砂长时间不用而干燥。
(3)造型机出现故障 通知电炉及混砂。
(4)造型机设备运行出现异常停顿时,按中停;然后参看故障查询。
(5)危及到人生或设备损坏时,红色按急停按钮。
(6)下班前, 将浇注完的型箱推出浇注区,以免下一班造型时,砂型脱落掉砂。清扫造型区域卫生,给下一班准备足够砂芯,脱模剂(煤油)等辅料,填写交接班记录,交代清楚后方可下班。
(7)一周检查水管,气管,油管及电路接头是否松动。
(8)一周检查地脚螺栓及传动紧固件。
(9)一月协助电工轻吹电柜灰尘。
造型机往往在使用一段时间后,压头会出现摆动迟钝、缓慢,影响工作效率。这时只有经过仔细的对造型机诊断,分析出造成此异常情况的缘由,对其及时做出正确的处理才能造型机恢复正常。
一、打开位于造型机压头后上端法兰盘,检查齿轮轴承的黄油是否变质,如果是这样,可用煤油或汽油冲洗,同时搬动压头,会感觉越来越松。
二、造型机压头上面有盖板,打开观察齿条是否锈蚀严重,如果发生此故障,同样会造成造型及压头动作迟钝,可用煤油或汽油清洗即可。
三、打开压头上后面两根进气管,操纵阀分别扳在原位与摆入,看看管口进气是否够大,如果进气量小造型机压头摆动缓慢,若是此原因可一直检查到操纵阀,直致空气滤清气。
四、检查造型机压头前后板间隙,是否有什么铁碴等异物阻碍,可 后试车。
五、若上述情况都没发生,就应打开压头两侧法兰盘,检查齿条两侧Y型密封圈是否老化、变形,如是,也可造成压头缓慢。
当造型机在经过安装调试并投入生产的同时, 严格按照其 的保养维护程序来进行保养。下文我们来细说一下造型机的维护技巧。
技巧一、造型机、射芯机所有注油点 定期按其部位要求加注机油、润滑油或油脂。
技巧二、对密封件(易损件) 每天检查,如被损坏立即换。
技巧三、对室体护板每天进行检查,有损坏应立即换。
技巧四、对造型机护板、叶片、叶轮、定向套、分丸轮每班进行二次检查,如有损坏立即换。
技巧五、电器系统应进行二次检查。
技巧六、所有传动件每周进行二次检查。
技巧七、操作工对造型效果应随时检查,如有异样应立即停机,并对设备进行整体检查。