全自动造型机检查步骤:
全自动造型机往往在使用一段时间后,压头会出现摆动迟钝、缓慢,影响工作效率。这时只有经过仔细的对造型机诊断,分析出造成此异常情况的缘由,对其及时做出正确的处理才能造型机恢复正常。青岛华川集团凭借制造造型机的经验,告诉大家当造型机压头出现摆动迟缓、缓慢时应该从一下几个步骤逐步去检查,终解决此问题。
一、检查造型机压头前后板间隙,是否有什么铁碴等异物阻碍,可 后试车。
二、打开压头上后面两根进气管,操纵阀分别扳在原位与摆入,看看管口进气是否够大,如果进气量小造型机压头摆动缓慢,若是此原因可一直检查到操纵阀,直致空气滤清气。
三、造型机压头上面有盖板,打开观察齿条是否锈蚀严重,如果发生此故障,同样会造成造型及压头动作迟钝,可用煤油或汽油清洗即可。
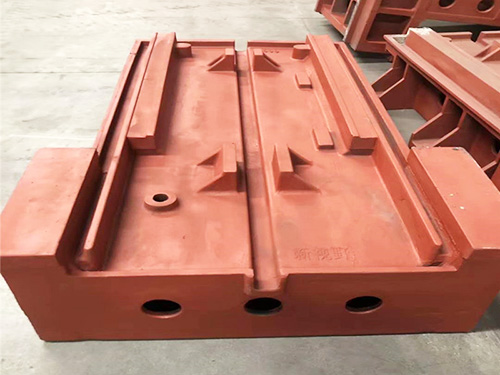
铸件后处理对清理后的铸件进行热处理﹑﹑防锈处理和粗加工的过程。铸件后处理是铸造设备生产的后一道工序。全自动造型机的铸件清理将铸件从铸型中取出, 掉本体以外的多余部分,并打磨精整铸造设备内外表面的过程。主要工作有 型芯和芯铁。铸造有色合金用以浇注铸件的有色合金,是铸造设备中的一类。主要有铸造铜合金﹑铸造铝合金﹑铸造镁合金等。模样仿真铸件形状形成铸型型腔的工艺装备或易耗件。为形成符合要求的型腔,模样应具有足够的强度﹑刚度。冒口为避免铸件出现缺陷而附加在铸造设备上方或侧面的补充部分。在铸型中,冒口的型腔是存贮液态金属的容器。芯盒将芯砂制成型芯的工艺铸造设备。可由木材﹑塑料﹑金属或其它材料制成。
全自动造型机的特点:
1、全自动一键式操作,无需工人每次完整造型只需按动一次启动按钮(不下芯工作状况下),如需下芯的工件,程序选择后,自动停止,下芯完成后,按动合模按钮,程序自动完成。
2、省力:工人由劳作型转为技工型,减少很多体力付出。也解决请人难,请人费用高的问题。
3、设备使用普通的煤粉砂,陶土砂,红砂都可以,一般造型机使用的砂就可以,对砂的要求不高。
4、模板安装:四只螺钉固定,五分钟内换完毕,适应频繁换模具。
5、铸型硬度:铸型硬度可以根据不同铸件的要求自由调节,只需调节几个参数方便,高可以达到85-90度。
6、铸型高度可调,节省型砂:上下压实板均可调,从而产生不同的铸型高度。
7、合型精度:造型、合型均在统 位的模板、沙箱系统中进行,重复精度很高。
8、铸型质量恒定均一:本机采用机械定位系统、微电脑、位置检测联动,整个造型过程全自动控制,无需人为因素干涉,所以造型质量稳定、均一、、。
9、设有保护装置:的光幕保护,操作者的人身。
10、省时:每箱约50秒,每小时可以达到80箱。
11、水平分型,方便下芯。
12、铸型尺寸:700x600600mmx500mm600mmx550mm520mmx420mm各种规格,可按客户要求订做大规格机型。